okusakijapan
Member
- Joined
- Dec 1, 2022
- Messages
- 48
- Reaction score
- 0
Hệ trục tọa độ trên máy CNC là gì?
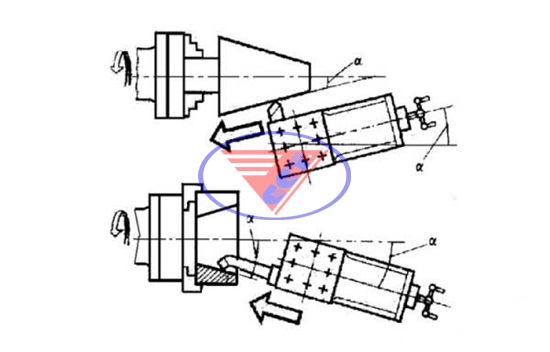
các mối quan hệ trên trục Z máy tiện CNC
Để hiểu những nguyên lý chung về bù chiều dài dao (bù trục Z máy CNC), hãy coi xét minh họa về gá lắp trên máy phay đứng CNC dưới đây:
Hình trên mô tả sự gá lắp trên máy phay đứng CNC, chiều từ phía trước máy, (phía người vận hành).
Cột trục chính đặt ở vị trí Zero máy. Đây là vị trí chuyển đổi ngừng đối mang hành trình trục Z dương và thiết yếu để thay dao tự động trên hầu hết toàn bộ máy phay CNC.
Cả bốn kích tấc trên hình đều mang thể được xác định một cách tiện dụng. Chúng lúc nào cũng được coi là kích thước đã biết hoặc kích thước cho trước. tiện côn định hình Là hạ tầng để xác lập máy một cách chuẩn xác.
kích thước A là khoảng phương pháp giữa vạch chuẩn dao và đỉnh cắt của dao.
kích thước B là khoảng cách giữa đỉnh cắt của dao và Zo (Zero chương trình của chi tiết)
kích tấc C là chiều cao của chi tiết (khoảng cách giữa mặt bàn máy và Z0 của chi tiết)
kích thước D là tổng của 3 kích tấc nêu trên (khoảng cách giữa mặt bàn máy và vạch chuẩn dao)
Trên hình, kích thước D luôn luôn được biết trước. Do đây là khoảng bí quyết được những nhà chế tạo máy CNC xác định. C (chiều cao chi tiết có các khoảng hở) sở hữu thể chưa được biết. Nhưng sở hữu thân xác định nó một cách thuận lợi khi chuẩn bị gá lắp chi tiết.
A là khoảng phương pháp giữa vạch chuẩn dao và đỉnh cắt của dao. hiện giờ ko với cách xác định kích tấc này, trừ cách đo thực tiễn.
chỉ dẫn bù trục Z máy tiện
các lệnh G43 G44 G49 được sử dụng để bù chiều dài dao (bù trục Z máy CNC).
tính năng nổi trội bù vị trí chỉ ứng dụng cho các trục X và Y, và ko vận dụng cho trục z. Trong rất nhiều các trường hợp, trục Z được điều khiển bằng cách bù khác — được gọi là bù chiều dài dao.
Cả 3 lệnh này đều chỉ ứng dụng cho trục Z. G43 G44 chỉ mang thể được sử dụng mang chỉ số bù được gán từ địa chỉ H. Tiếp sau địa chỉ H bắt buộc được gán từ 1 nơi 3 chữ số. Tùy theo lượng bù khả dụng trong hệ thống.
Bù chiều dài dao thường được lập trình trong chế độ tuyệt đối G90. giá máy tiện cnc Mục nhập chương trình sẽ là lệnh G43 hoặc G44. Tiếp theo là vị trí đích trên trục Z và chỉ số bù H.
Ví dụ: N66 G43 Z1.0 H04
Lỗi trục Z máy tiện CNC
Lỗi mất bước
nguyên do
Động cơ quá chuyên chở khi chạy với tốc độ cao
tiêu dùng step motor, step chạy quá nhanh rất dễ dẫn đi mất bước
Do lỗi bơm dầu cho máy chưa đúng cách
cách giải quyết
giả dụ cỗi nguồn nằm ở tốc độ thì buộc phải rà soát lại tốc độ cài đặt, giảm thiểu cho tốc độ tối đa chạy trong thời gian dài dễ gây quá vận tải
bắt buộc tìm máy tiện CNC sở hữu động cơ servo để tăng độ ổn định so với động cơ step motor
lưu tâm bảo trì, bảo dưỡng, bơm dầu định kỳ máy đúng phương pháp
Lỗi trục Z bị lệch
nguyên nhân
Sau một thời khắc hoạt động giả dụ máy sở hữu kết cấu những trục không chắc chắn hoặc máy dùng động cơ step ko đủ momen lúc đảo chiều thì dễ gây ra lỗi lệch trục Z máy tiện CNC theo thời điểm.
phương pháp khắc phục: buộc phải cho máy chạy ko tải tới lúc nào về đúng gốc tọa độ.
Việc hiểu rõ về trục Z máy tiện chẳng những tạo điều kiện cho việc lập trình máy dễ dàng hơn. Mà trong khoảng ấy còn giúp bạn khắc phục các lỗi can dự nơi trục Z 1 bí quyết tiện dụng và nhanh chóng hơn. Góp phần ít chi phí thời khắc và công sức.
https://dongphucplus.com/cac-chieu-chuyen-dong-cua-truc-z-may-tien.html
các mối quan hệ trên trục Z máy tiện CNC
Để hiểu những nguyên lý chung về bù chiều dài dao (bù trục Z máy CNC), hãy coi xét minh họa về gá lắp trên máy phay đứng CNC dưới đây:
Hình trên mô tả sự gá lắp trên máy phay đứng CNC, chiều từ phía trước máy, (phía người vận hành).
Cột trục chính đặt ở vị trí Zero máy. Đây là vị trí chuyển đổi ngừng đối mang hành trình trục Z dương và thiết yếu để thay dao tự động trên hầu hết toàn bộ máy phay CNC.
Cả bốn kích tấc trên hình đều mang thể được xác định một cách tiện dụng. Chúng lúc nào cũng được coi là kích thước đã biết hoặc kích thước cho trước. tiện côn định hình Là hạ tầng để xác lập máy một cách chuẩn xác.
kích thước A là khoảng phương pháp giữa vạch chuẩn dao và đỉnh cắt của dao.
kích thước B là khoảng cách giữa đỉnh cắt của dao và Zo (Zero chương trình của chi tiết)
kích tấc C là chiều cao của chi tiết (khoảng cách giữa mặt bàn máy và Z0 của chi tiết)
kích thước D là tổng của 3 kích tấc nêu trên (khoảng cách giữa mặt bàn máy và vạch chuẩn dao)
Trên hình, kích thước D luôn luôn được biết trước. Do đây là khoảng bí quyết được những nhà chế tạo máy CNC xác định. C (chiều cao chi tiết có các khoảng hở) sở hữu thể chưa được biết. Nhưng sở hữu thân xác định nó một cách thuận lợi khi chuẩn bị gá lắp chi tiết.
A là khoảng phương pháp giữa vạch chuẩn dao và đỉnh cắt của dao. hiện giờ ko với cách xác định kích tấc này, trừ cách đo thực tiễn.
chỉ dẫn bù trục Z máy tiện
các lệnh G43 G44 G49 được sử dụng để bù chiều dài dao (bù trục Z máy CNC).
tính năng nổi trội bù vị trí chỉ ứng dụng cho các trục X và Y, và ko vận dụng cho trục z. Trong rất nhiều các trường hợp, trục Z được điều khiển bằng cách bù khác — được gọi là bù chiều dài dao.
Cả 3 lệnh này đều chỉ ứng dụng cho trục Z. G43 G44 chỉ mang thể được sử dụng mang chỉ số bù được gán từ địa chỉ H. Tiếp sau địa chỉ H bắt buộc được gán từ 1 nơi 3 chữ số. Tùy theo lượng bù khả dụng trong hệ thống.
Bù chiều dài dao thường được lập trình trong chế độ tuyệt đối G90. giá máy tiện cnc Mục nhập chương trình sẽ là lệnh G43 hoặc G44. Tiếp theo là vị trí đích trên trục Z và chỉ số bù H.
Ví dụ: N66 G43 Z1.0 H04
Lỗi trục Z máy tiện CNC
Lỗi mất bước
nguyên do
Động cơ quá chuyên chở khi chạy với tốc độ cao
tiêu dùng step motor, step chạy quá nhanh rất dễ dẫn đi mất bước
Do lỗi bơm dầu cho máy chưa đúng cách
cách giải quyết
giả dụ cỗi nguồn nằm ở tốc độ thì buộc phải rà soát lại tốc độ cài đặt, giảm thiểu cho tốc độ tối đa chạy trong thời gian dài dễ gây quá vận tải
bắt buộc tìm máy tiện CNC sở hữu động cơ servo để tăng độ ổn định so với động cơ step motor
lưu tâm bảo trì, bảo dưỡng, bơm dầu định kỳ máy đúng phương pháp
Lỗi trục Z bị lệch
nguyên nhân
Sau một thời khắc hoạt động giả dụ máy sở hữu kết cấu những trục không chắc chắn hoặc máy dùng động cơ step ko đủ momen lúc đảo chiều thì dễ gây ra lỗi lệch trục Z máy tiện CNC theo thời điểm.
phương pháp khắc phục: buộc phải cho máy chạy ko tải tới lúc nào về đúng gốc tọa độ.
Việc hiểu rõ về trục Z máy tiện chẳng những tạo điều kiện cho việc lập trình máy dễ dàng hơn. Mà trong khoảng ấy còn giúp bạn khắc phục các lỗi can dự nơi trục Z 1 bí quyết tiện dụng và nhanh chóng hơn. Góp phần ít chi phí thời khắc và công sức.
https://dongphucplus.com/cac-chieu-chuyen-dong-cua-truc-z-may-tien.html